Under pressure
The Longitude, coming to life
Longitude Production







Of course, 500 engineers had already been working on the $23.995 million, super-midsize Longitude’s design for five months before Ernest’s announcement. In some respects, the Longitude should prove comparatively easy to define. After all, its fuselage cross-section is the same as that of its Latitude predecessor, with the main difference being a six-foot plug that helps boost cabin length by some 10 feet over the Latitude’s 16 feet. The cockpit has the same Garmin G5000 avionics suite, as well as autothrottles. But that’s where the similarities largely end.
The Longitude is longer and has a slightly wider wingspan, with the wing optimized for an anticipated max range of 3,400 nm; a maximum seating capacity of 12 passengers (against the Latitude’s nine); a projected VMO/MMO of 476 knots/0.84M (compared to the Latitude’s 446 knots/0.80M); and much more powerful engines. The Longitude gets its extra speed from two Honeywell HTF 7700L engines, producing 7,550 lbst each.
The day AOPA Pilot visited Cessna’s Longitude assembly and test areas in September 2016, work was well under-way. In Building B31 of Cessna’s east campus (the former Beech Aircraft Corporation), a prototype test airplane was in the final stages of assembly, and first engine runs had been completed. Avionics were being installed in the cockpit, and test gear was going into work stations in the cabin. All of this was in preparation for the first flight tests. At this point, the prototype had been under construction since December 2015. Nine months had passed, and the heat was on. Cessna dearly wants the first flying Longitude to make a big splash at the 2016 NBAA convention in Orlando. The goal was to fly the airplane to the show and make its public debut exactly one year after the airplane’s announcement. By the time you read this, we’ll know if that goal was met.
Along with the prototype, five other preproduction airplanes were in various stages of assembly. One would be used for structural testing, another for system function and reliability studies, and another would serve as a ground test article. Feedback from these pre-production airplanes would be used to fine tune and finalize the Longitude’s configuration, determine and assess its flight behavior, and perfect and standardize its tooling and assembly procedures.
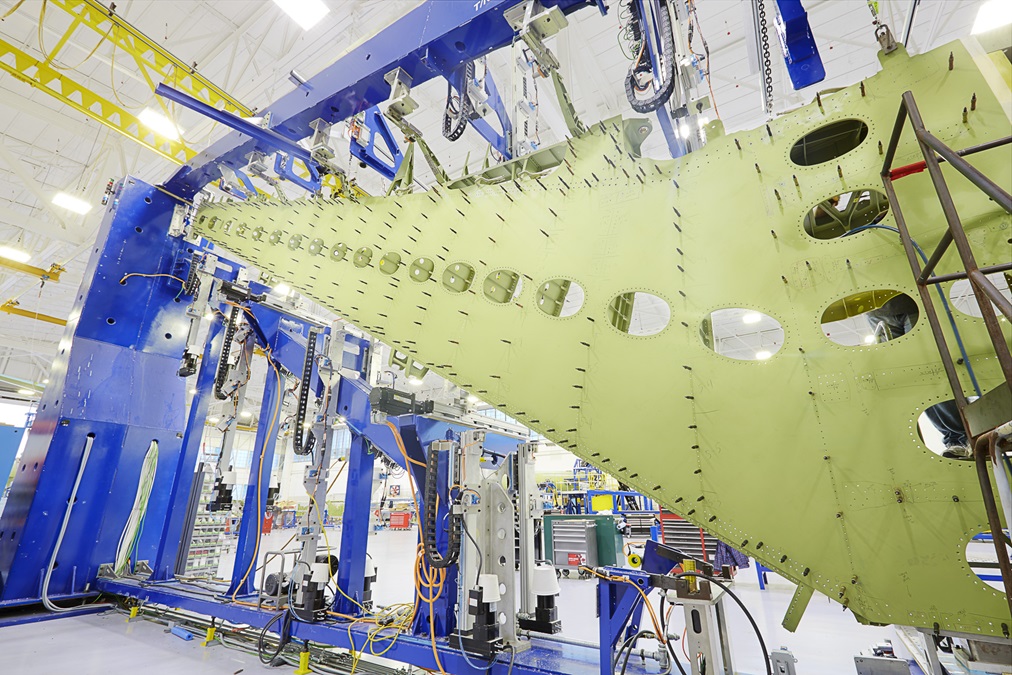
Along with the prototype, five other preproduction airplanes were in various stages of assembly.A stop at Plant III gave us a look at those other preproduction aircraft under construction. One was almost ready for its wing to be mated with the fuselage. Other assembly stations showed wings in their assembly jigs, where contouring boards bearing arrays of pneumatically powered suction cups held the wing’s huge panels fast against the jig, thus ensuring both surface smoothness and exact conformity with its designed curvature, which is optimized for transonic flight. Once in place, robots drill some 2,000 holes with computerized precision, then fasten them. The wing skins, by the way, are milled from two-inch slabs of aluminum by computer numerically controlled routers. The milling process leaves behind integral wing stiffeners, so there’s no need to manually install them. Using this and other techniques, parts counts and manufacturing times are kept down.
Other assembly stations feature forward and aft fuselage fabrication and assembly. Many use tooling that’s vertically oriented, so that workers can stand up. Not so long ago, they had to work scrunched up inside horizontally oriented tooling—not good for the back. Some 150 employees work on the Longitude in Plant III throughout three shifts a day, and one on weekends.
Plant IV is where production airplanes will be assembled. It was essentially empty the day of the visit, but tooling and jigs were being built up and put in place. Virtually all of them resembled the tooling in Plant III, which made sense, and the production workers in Plant IV work together with those in Plant III to share information and knowledge so that prototype production methods using “expedited tooling” match those that will be used on airplanes delivered to customers.
There’s a certain tension in Plant IV, as well. Materials are on the way for three production airplanes—serial numbers seven, eight, and nine. When the materials for those airplanes arrive, the tooling has to be ready, and everyone knows it. “We’re putting down track right as the train is coming,” said a production executive.
And what’s that on the other side of Plant IV’s assembly floor? It’s the King Air assembly line, moved to make way for Longitudes. Five years ago, Hawker 4000s were built in the space now allotted to Longitudes.
Tucked away in Building L22, all but hidden behind an expanse of prairie grass, is the Longitude “Iron Bird.” This is a simulator, of sorts, complete with a visual display and a duplicate of the Longitude cockpit. Cessna uses the iron bird to study human factors issues in the cockpit. Specifically, the human factors team is looking for the ways that the in-cockpit man/machine interface can lend itself to counterproductive outcomes—in other words, how pilots can be tricked or conditioned into goofing up.
Flying the Iron Bird, you try not to thinkof the prying eyes studying your every move or tic.This calls for intense scrutiny by a team of human factors specialists, all of whom are sitting in the dark, behind the pilot, watching video monitors trained on their finger, eye, and hand movements—even their vocal and facial expressions—as they fly the Iron Bird. Contract pilots experienced in the G5000 are used as guinea pigs, and in the six-month test program, those specialists are logging their every move. Did the pilot’s finger hesitate over an MFD key? Why? Did a pilot press one button, thinking it would bring the results of another? Does the cockpit switchology invite unintuitive, or unsafe, actions? If so, it will all be documented, shared with Garmin or other vendors, and acted upon. A checklist change to order a resequencing of actions may be the result, or a modification of the pilot’s operating handbook or Airplane Flight Manual—or a change in cockpit design. All of this is to stay in compliance with certification rules and the provisions of human factors-related advisory circulars.
Flying the Iron Bird, you try not to think of the prying eyes studying your every move or tic. The somatic aspects—control forces, trim changes, and so on—are intriguing. How did they know to make the ailerons heavy, or how much automatic nose-up trim force to apply when selecting full flaps, for example? Data from wind tunnel and flight tests is incorporated into the iron bird, including the effect of airplane weights—which have yet to be determined. Behind the bird, its control cables are connected to a platform of pulleys, cables, and cams, all of which are tuned to correspond to the real airplane. This way, flight control behavior is transmitted not only to the pilot flying manually, but also to the Garmin autopilot. Autopilot not capturing the final approach course quickly enough? Then Garmin may have to increase the roll mode’s gain.
There has been much speculation about the level and quality of integration between the Cessna and Beech sides under Textron’s ownership of the two businesses. Geography doesn’t seem to be an impediment, even though the Cessna facility is at the west end of Wichita and the Beech factory is at the other end of Route 54, at the extreme east end. If anything, it appears there’s a symbiosis between the two once very different cultures. “We don’t do it that way” arguments still pop up in meetings, we were told. But this may be a strength, as differences are resolved and new, more efficient protocols emerge.
In this sense, the Longitude provides a good case study. It will be the company’s top-of-the-line airplane—until the 4,500-nm, large-cabin Hemisphere comes along. And it will be the first airplane designed and built, from start to finish, under the Textron umbrella.
Email [email protected]

Related Articles


