Savvy Maintenance coverage sponsored by Aircraft Spruce
Savvy Maintenance coverage sponsored by Aircraft Spruce
Opinion: Savvy maintenance
Shear joints: When using fasteners loaded in shear, things can get interesting
shear joints

I emphasized the critical importance of fastener preload to the structural integrity of such joints and discussed why the most common method of tightening such fasteners (using a torque wrench) is not a particularly good way to establish the correct preload (“Savvy Maintenance: Tense Bolts,” January 2020 AOPA Pilot).
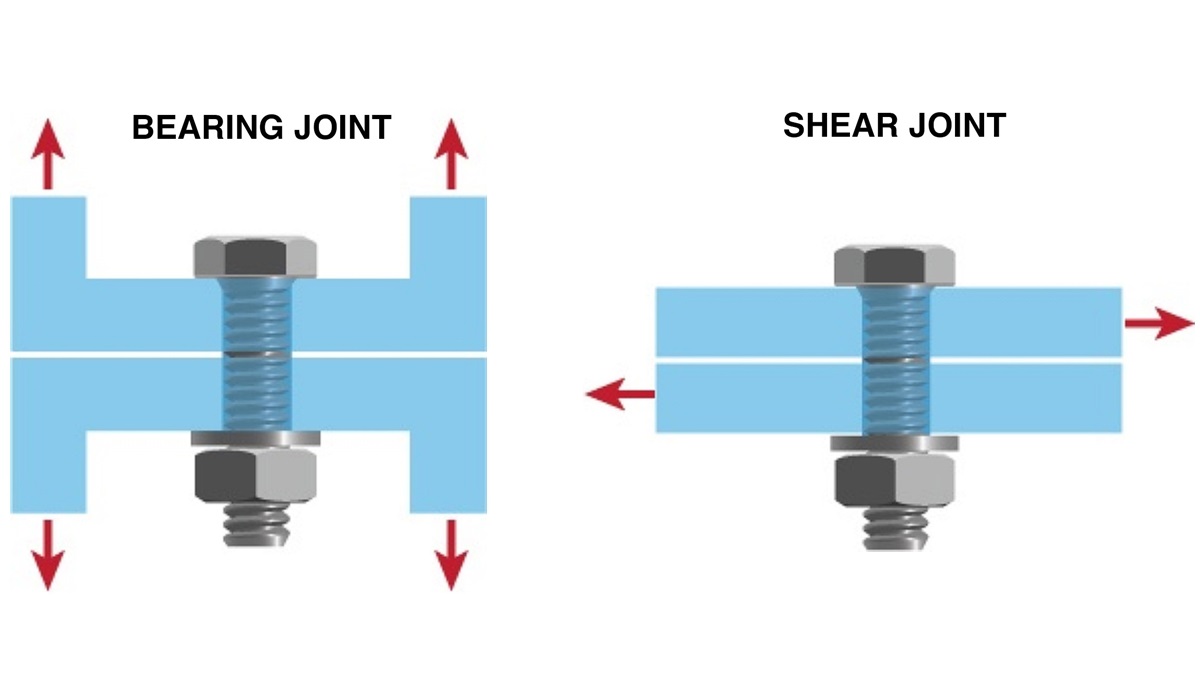
But, there’s an entirely different kind of bolted joint: one where the fastener is loaded at right angles to the fastener’s axis. If the airplane you fly isn’t a Beechcraft, chances are your wings and tail surfaces are attached to the fuselage by such “shear joints.” In fact, if you fly an aluminum spam can (like I do), it probably has thousands of shear joints—rivets are virtually always loaded in shear, not in tension. However, chances are that the shear joints that fasten your wings and tailfeathers use bolts, not rivets, to facilitate them being demated from the fuselage.
Shear strength
The strength of most shear joints depends solely on the shear strength of the fastener—that is, how much force it can withstand before it is sliced in two. Structural rivets always have a published shear strength. Common AN470AD universal-head aluminum-alloy rivets, for example, have a rated shear strength of 26,000 psi, which means that a one-eighth-inch diameter #4 rivet (whose cross-sectional area is 0.012 square inches) can withstand a maximum shear load of 319 pounds. That’s not a lot, which is why most riveted joints consist of closely spaced clusters of rivets. A simple rule of thumb says that a closely spaced cluster of N fasteners can withstand N times the shear force a single fastener.
Bolts typically have no published shear strength limit, but a widely used rule of thumb is that the shear strength of a bolt is approximately 60 percent of its tensile strength. A typical steel bolt has a tensile strength of about 120,000 psi, so its shear strength can be estimated as 72,000 psi. A half-inch diameter bolt has a minimum cross-sectional area of 0.195 square inches, so it can withstand a maximum shear load of roughly 14,000 pounds. The shear strength of a bolted shear joint can be increased by using a larger-diameter bolt or by clustering multiple bolts.
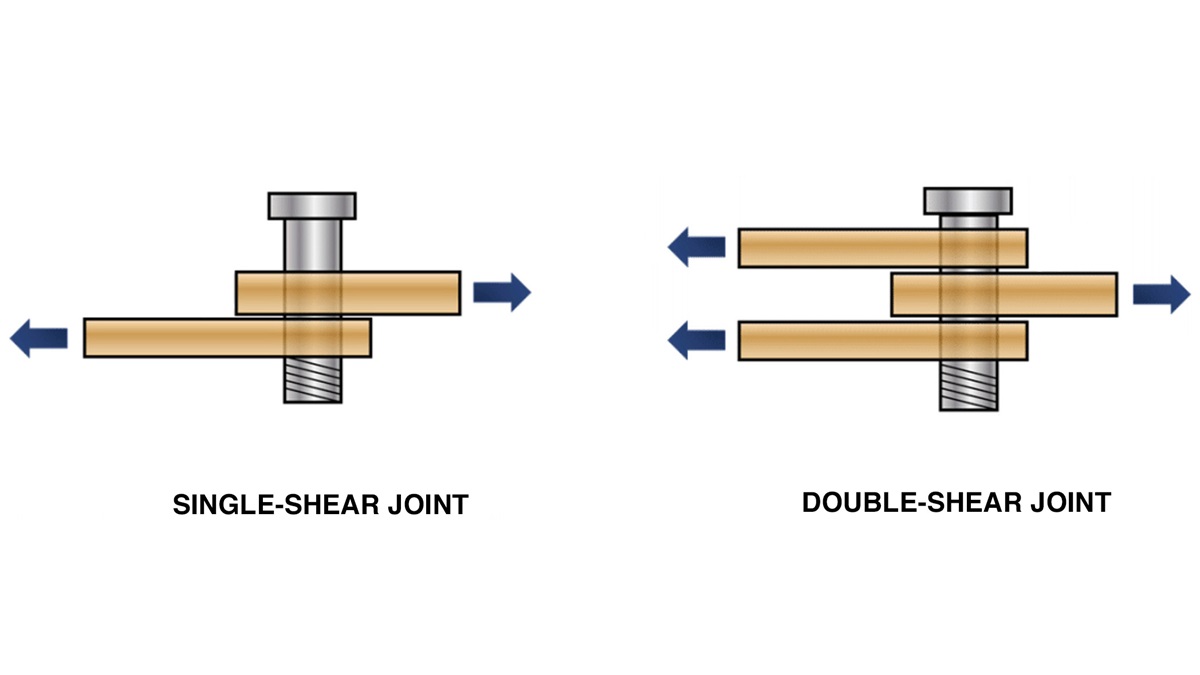
Another way to get more shear strength from a fastener is to add more layers to the joint in order to spread the shear load across multiple locations along the length of the fastener. A fastener loaded in double shear can withstand twice the load of the same fastener loaded in single shear. Double-shear riveted joints are common. For high-stress bolted joints such as wing attach fittings, triple- and even quadruple-shear joints are sometimes used.
Pure shear
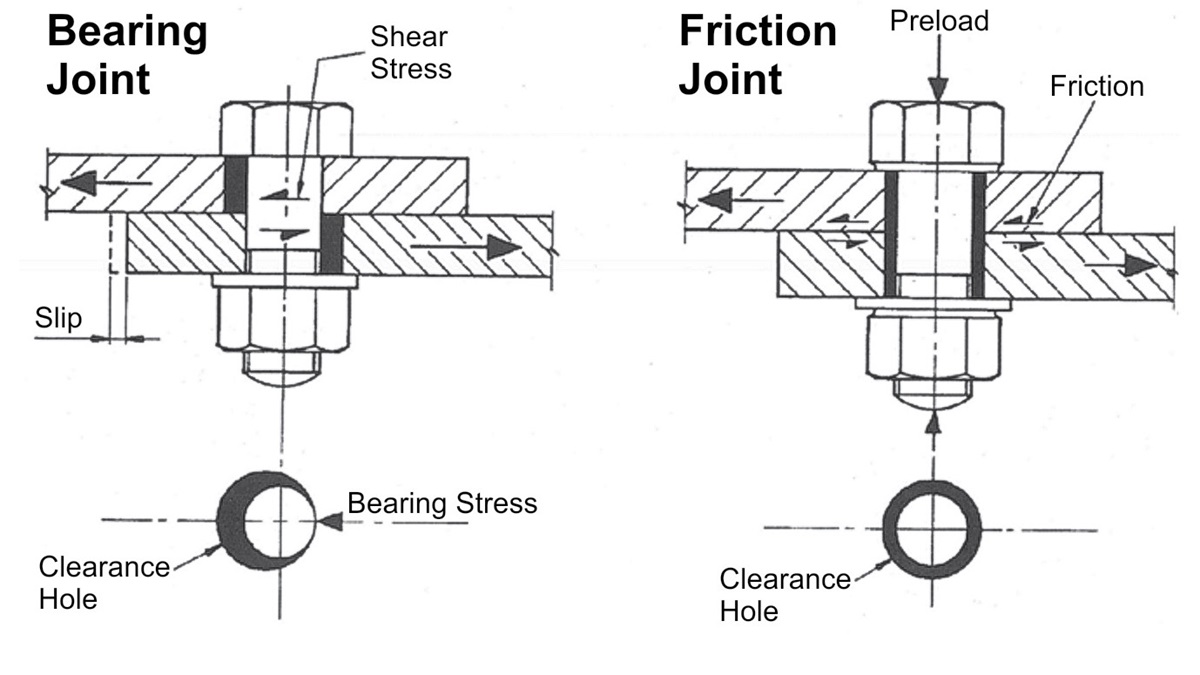
Shear joints that rely primarily on the shear strength of the fasteners are known as bearing joints because the joined members can slip until the fasteners bear against the side of the holes and prevent further slippage. In such joints, the amount of fastener preload is relatively unimportant so long as the fasteners are snug enough so they can’t wiggle. Of course, the joined members also need to be strong and thick enough that they won’t fracture or tear when the joint is under load. If the joint is subject to repetitive stress cycles, another concern is that repetitive joint slippage could cause the holes in the members to become elongated or develop cracks.
In such bearing joints, rivets have a distinct advantage over bolts because the process of driving or squeezing a rivet causes it to expand in diameter to fill the holes completely, which eliminates most slippage. If a riveted joint does start to slip, we say the rivet is “working” or “smoking” and will need to be drilled out and a new (possibly oversized) rivet driven into the hole.
For bolted joints, slippage can be minimized by using special close-tolerance bolts that fit very snugly in the holes in the joined members. Another approach is to tighten the bolt to create enough preload that friction between the joined members prevents slippage and bearing wear on the edges of the holes. Such joints are known as friction joints or slip-critical joints.
Piper wing attach failure
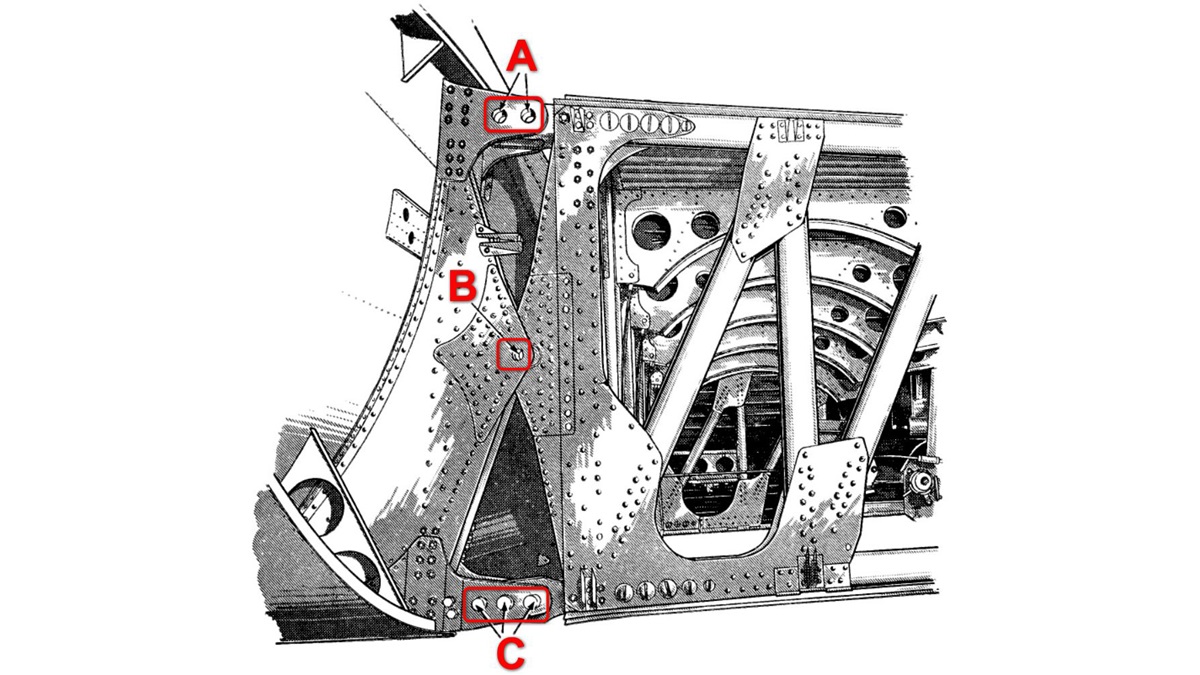
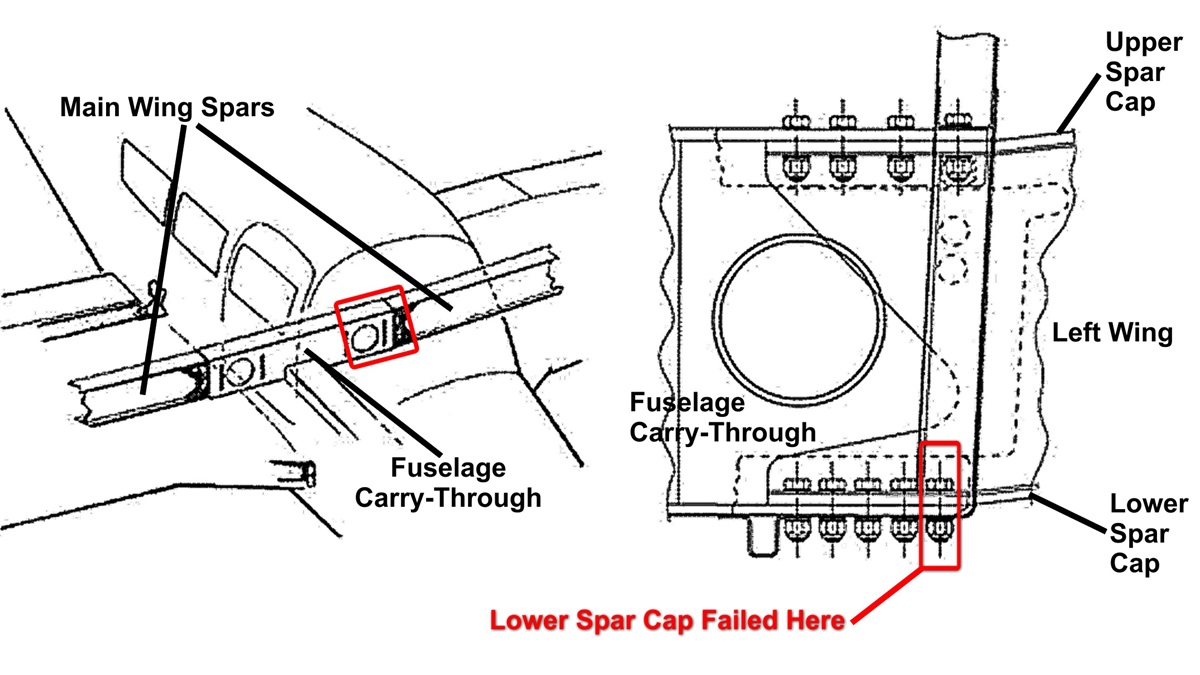
The April 4, 2018, crash of an Embry-Riddle Aeronautical University training aircraft brought considerable focus on shear joints. The left wing of the 2007 Piper PA–28R-201 Arrow separated in flight shortly after the aircraft departed Runway 25L at Daytona Beach International Airport following a touch-and-go, killing ERAU student Zach Capra and FAA pilot examiner John Azma. NTSB investigators found that the left wing’s main spar had suffered a fatigue fracture at the bolted shear joint that attached the lower spar cap to the fuselage carry-through structure. That joint consists of a 10-bolt cluster arranged as two rows of five bolts each. The fracture originated at the outboard forward bolt hole and propagated through the outboard aft bolt hole. Fatigue cracking was also found in the corresponding bolt holes of the aircraft’s right wing.
Investigators found no evidence of corrosion or preexisting damage to the wing attach structure. However, the accident aircraft had accumulated more than 7,600 hours time-in-service during its 11-year life—that’s almost 700 hours per year—and had a history of hard landings and high load-factor maneuvers. Repetitive stress on the joint caused fatigue cracks to develop in the edges of the outboard bolt holes, and those cracks ultimately grew to the point that the lower spar cap failed completely.
On December 21, 2018, the FAA issued a proposed airworthiness directive that would have mandated removal of the outboard bolts and eddy-current inspections of the bolt holes for cracks on about 20,000 Piper PA–28 and PA–32 airplanes. This proposal was opposed as excessive by AOPA, the Experimental Aircraft Association, Piper Aircraft, and even the NTSB—largely on the basis that removal of the wing bolts to facilitate the inspection might create a greater safety risk than the one the inspection was meant to address. As I write this a year later, the FAA has not issued an AD or given any further indication of its intentions.